HaÅÄąl
SarÄą Ankolaj Sanayi - Bursa HaÅÄąl,ÃÃķzgÞ,Dokuma
HAÅIL NEDÄ°R
A â HAÅILIN TANIMI:
Ãok basit kelimelerle haÅÄąlÄąn tanÄąmÄą ipliÄin dokunabilirliÄini saÄlamadÄąr.
ÃÃķzgÞden gelen iplikler dokuma tezgahÄąna girdiÄi zaman çeÅitli etkilere maruz kalÄąr. (Bkz. Åekil 1). ÃÃķzgÞ kÃķprÞsÞnde iplik bÞkÞlÞr, lamel ve gÞcÞlerde sÞrtÞnmeye maruz kalÄąr ve uzamaya uÄrarlar. Taraklarda ise iplik hem sÞrtÞnme, hemde darbeye maruz kalÄąr. BÞtÞn bu etkilerle karÅÄą karÅÄąya kalan ipliÄin dokunabilmesini, sahip olduÄu çeÅitli Ãķzelliklerle saÄlayan haÅÄąl maddesidir.
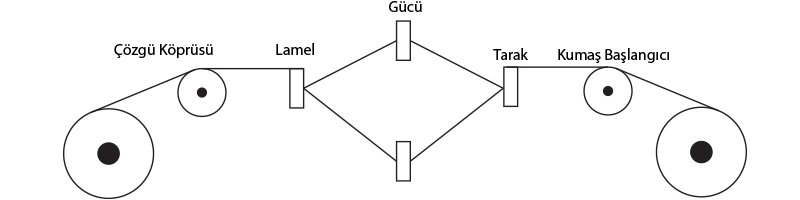
(Bkz.Åekil1) Dokuma TezgahÄąnÄąn GÃķrÞnÞmÞ
 B â HAÅILDAN Ä°STENEN ÃZELLÄ°KLER:
Ä°yi bir haÅÄąl maddesinden çeÅitli Ãķzellikler istenir. Bu Ãķzellikler kullanÄąlan lif cinsine, tipin konstruksiyonuna haÅÄąl makinesine ve dokuma tezgahÄąnÄąn Ãķzelliklerine gÃķre deÄiÅir.
1. Mukavemet: Ä°yi bir haÅÄąl maddesinden istenen ipliÄin mukavemetini arttÄąrmaktÄąr. Bunda amaç hem dokuma randÄąmanÄą artÄąrmak, hem de çÃķzgÞden gelen hatalÄą ipliklerin hatalarÄąnÄą dokumada problem Ã§Äąkarmayarak konuma getirmektir. Ä°pliklerin mukavemetinin ÃķlçÞlmesinde dikkat edilecek husus ise, laboratuarda ipliÄin mukavemeti genelde sabit bir yÞk altÄąnda ÃķlçÞlmesidir. (Bkz. Åekil 2). Ancak bir dokuma tezgahÄąnda ise, yÞk deÄiÅken sinusidial bir artÄąÅ gÃķsterir. Buda iplik ÞstÞnde metal yorulmasÄąna benzer bir olay yaratÄąr ki, ipliÄin dÞÅÞk bir mukavemette kopmasÄąna neden olur.
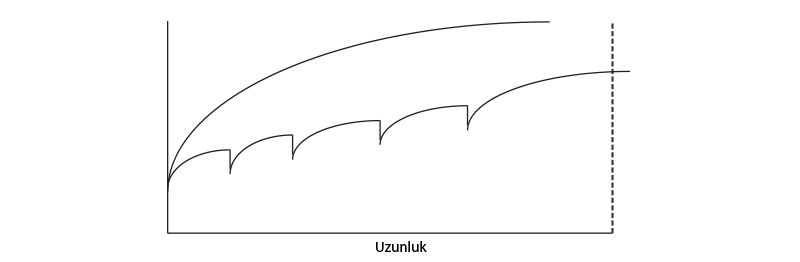
Åekil 2. Ä°pliklerin sabit deÄiÅken yÞkler altÄąndaki mukavemet eÄrileri
2. Flex veya bÞkÞlebilme ÃķzelliÄi: Åekil 1âden de gÃķrÞldÞÄÞ Þzere, çÃķzgÞ iplikleri çÃķzgÞ kÃķprÞsÞnde ve taraklarda bÞkÞlÞrler. Bu yÞzden yaÅÄąl filminin de bu hareketlere uyum gÃķsterecek kadar flexible olmasÄą gerekir. Bu ÃķzelliÄe sahip olmayan haÅÄąl maddelerinin filmleri, dokuma tezgahÄąnÄąn çeÅitli bÃķlgelerinde kÄąrÄąlÄąr, yapÄąÅtÄąrma ÃķzelliÄini kaybeder, ve tozuma problemi ortaya Ã§Äąkarak dokuma randÄąmanÄąnÄąn dÞÅmesine neden olur.
3. Elastikiyet: Åekil 1.âden de gÃķrÞldÞÄÞ Þzere gÞcÞlerin hareketi sonucu iplik gerilmektedir. Genelde dokuma tezagahÄą nÄąn tipine, markasÄąna ve dokuma kumaÅÄąn konstruksiyonuna gÃķre ipliÄin uzamasÄą deÄiÅik olmaktadÄąr. Ancak genel bir kural olarak bu uzamanÄąn minimum %4 olmasÄą gerekir. EÄer haÅÄąllanmÄąÅ ipliÄin elastikiyeti % 4âÞn altÄąnda ise, gÞcÞlerin hareketi sonucu iplik kopacaktÄąr. HaÅÄąl maddeleri, genelde ipliÄin elastikiyetini azaltÄącÄą yÃķnde etki ettiÄinden, ipliÄin Þzerindeki haÅÄąl alma miktarÄą çok Ãķnemlidir. Fazla haÅÄąl alma, elastikiyet azalmasÄąna neden olacaÄÄąndan buda randÄąmanÄąn dÞÅmesine yol açacaktÄąr.
4. Viskozite UygunluÄu: HaÅÄąl teknesindeki haÅÄąl çÃķzeltisinin viskozitesi haÅÄąl alma ile direk olarak orantÄąlÄą olduÄundan viskozite deÄeri çok Ãķnemli bir faktÃķrdÞr. Viskozitenin çok yÞksek olmasÄą haÅÄąl almayÄą, arttÄąracaÄÄąndan, çok dÞÅÞk olmasÄą ise almanÄąn azalmasÄąna neden olacaÄÄąndan, viskozite deÄerinin Ãķnemi ortaya Ã§Äąkar. AyrÄąca iÅletmenin istediÄi yÞzey haÅÄąlÄą (ipliÄin yÞzeyinin haÅÄąllanmasÄą) veya çekirdek haÅÄąlÄą (haÅÄąlÄąn ipliÄin içine penetre etmesi) viskozite ile ilgili olduÄundan, iÅletme taleb edilen Ãķzelliklere gÃķre bir viskozite deÄeri seçer.
5. SÃķkÞlebilirliÄi: HaÅÄąl maddesinden istenen en Ãķnemli Ãķzellikerden biri, haÅÄąl maddesinin ham kumaŠÞzerinden kolaylÄąkla Ã§ÄąkarÄąlmasÄądÄąr. HaÅÄąlÄąn sÃķkÞlememesi sonucu, kumaÅÄąn gerek boyanmasÄą gerekse terbiye iÅlemlerinde çeÅitli problemler Ã§Äąkar. HaÅÄąl maddeleri sÃķkÞlebilme aÃ§ÄąsÄąndan genelde iki gruba ayrÄąlÄąrlar. Birinci grubda nÃķtr veya hafif alkali ortamda çÃķzÞnerek kumaŠÞzerinden kolaylÄąkla Ã§ÄąkarÄąlabilen haÅÄąl maddeleri bulunur. Bu gruba genelde polivinil alkol, akrilik esaslÄą haÅÄąl maddeleri, karboksi metal selÞloz (CMC) ve karboksi metal niÅasta (CMS) gibi haÅÄąl maddeleri girer, ikinci gruba ise niÅasta ve tÞrevleri girer. Bunlar genelde pankreatik enzimlerin katalitik olarak kullanÄąlmasÄą ve niÅastanÄąn glÞkoz haline dÃķnÞÅtÞrÞlmesinden sonra yÄąkanarak kumaŠÞzerinden uzaklaÅtÄąrÄąlmasÄą ile sÃķkÞlÞrler.
6. Stabilite: HaÅÄąl maddesinden gereken depolama gerekse haÅÄąllama iÅlemi esnasÄąnda fiziksel (viskozite, refraktometre) ve kimyasal (yapÄąsÄą, yapÄąÅtÄąrma gÞcÞ vs) Ãķzelliklerinde bir deÄiÅiklik istenmez. Bunun olmasÄą halinde ipliÄin haÅÄąl alma mukavemet ve sÞrtÞnme direnci gibi deÄerler deÄiÅim gÃķsterir.
7. Ekonomi: Genelde bÞtÞn yardÄąmcÄą ve ana kimyasallarda olduÄu gibi haÅÄąl maddesinden iÅletmeler ekonomik olmasÄąnÄą isterler.Bu durum son zamanlarda maliyetlerdeki artÄąÅ nedeni ile çok Ãķnemli hale gelmiÅtir.Bununla berarber elde edilen karlar da dÞÅtÞmÞÅtÞr. HaÅÄąl maddesinin iÅletme ÞstÞndeki ekonomik etkinliÄi, ilgili bÃķlÞmde incelenecektir.
8. SÞrtÞnmeye Direnç: Dokunmakta olan ipliklerin maruz kaldÄąÄÄą en Ãķnemli etkenlerden biride taraklardaki sÞrtÞnmedir. Bu yÞzden haÅÄąl filminin hem iplik- metal hemde iplik â iplik sÞrtÞnmesine karÅÄą yÞksek direnç gÃķstermesi gerekir. Bu direnci gÃķsteremeyen haÅÄąl filmi iplik Þzerinden uzaklaÅarak dokuma salonunda tozumaya ve randÄąman dÞÅÞÅlerine sebeb olur. Burada dikkat edilmesi gereken nokta sÞrtÞnmeye karÅÄą yÞksek direnç gÃķsteren haÅÄąl filmleri sert olurlarki bu gibi filmlerin elastikiyeti dÞÅÞk olur. Buda yukarÄąda bahsettiÄimiz gibi istenmeyen bir durumdur. Bu yÞzden sÞrtÞnmeye direnç ve film elastikiyetinin haÅÄąl maddesinde optimum seçilmesi gerektir.
9. HaÅÄąl Nem Dengesinin Stabilitesi: Genelde salon rutubeti haÅÄąl maddesinin filminin kopma mukavemetini, elastikiyetini ve sÞrtÞnmeye karÅÄą direncini etkiler. Polimerik filmlerin genelde nem artÄąÅÄąyla beraber film kopma mukavemeti dÞÅer ancak elastikiyeti artar. Tahmin edileceÄi Þzere haÅÄąl maddelerin bu Ãķzelliklerinin deÄiÅmesi dokuma randÄąmanÄąnÄą etkileyeceÄinden, haÅÄąlÄąn Ãķzelliklerinin neme baÄlÄą olarak çok hassas olmasÄą istenmeyen durumdur. Genelde akrilik asid esaslÄą haÅÄąl maddelerinin neme karÅÄą hassasiyeti, çeÅitli deneyler sonucu tarafÄąmÄązdan gÃķzlenmiÅtir. Ãok çeÅitli salonlarda çok çeÅitli klima ÅartlarÄą oluÅmaktadÄąr. Ãzellikle fason olarak çalÄąÅan haÅÄąlcÄąlar kullandÄąklarÄą malzemelerin her tÞrlÞ nem oranÄąnda saÄlÄąklÄą çalÄąÅmasÄąnÄą istemektedirler.
10. YapÄąÅtÄąrma GÞcÞ: haÅÄąl maddesinde istenen gÃķrevlerden biride, ipliÄin sakalÄą tabir edilen, ipliÄin yanÄąnda gÃķrÞlen ince ipliklerin, iplik gÃķvdesine yapÄąÅtÄąrÄąlmasÄądÄąr. Ancak istenmeyen durum ise ipliklerin birbirine fazla yapÄąÅmasÄądÄąr. Bu olduÄu takdirde haÅÄąl makinasÄąnda taraklarda haÅÄąl filmi yÄąrtÄąlÄąr ve bazÄą ipliklerin tamamen haÅÄąlsÄąz kalmasÄąna neden olur ve pamuklama meydana gelir. Ä°stenmeyen baÅka bir husus ise silindir, tarak vs gibi haÅÄąl makinesinin diÄer bÃķlÞmlerine yapÄąÅarak sorun Ã§ÄąkarmasÄądÄąr.
11. Degradasyona DayanÄąklÄąlÄąk: HaÅÄąl maddeleri hidrokarbon esaslÄą polimerik maddeler olduÄundan tahmin edileceÄi Þzere bu gibi maddeler kolaylÄąkla degradasyona uÄrayabilirler. Bu yÞzden haÅÄąl maddeleri gerek depolama gerekse kullanÄąm esnasÄąnda, herhangi bir bakterisel veya virutik bir bozulma ile Ãķzelliklerinin deÄiÅmemesi için mutlaka koruyucu (preservan) bir madde ile takviye edilmelidir. KullanÄąm sonrasÄąnda levent halinde beklerken de aynÄą Åekilde herhangi bir degradasyona mahal vermemelidir.
12. Renk: Ideal bir haÅÄąl maddesinin rengi Åeffaf ve renksizdir. BÃķyle olmadÄąÄÄą takdirde bilhassa ipliÄi boyalÄą tiplerde haÅÄąl maddesinin rengi hatayÄą ÃķrteceÄinden hatalÄą dokumalar meydana gelecektir. KumaÅ renk okeylerini yanlÄąÅ yÃķnde etkileyebilir. AyrÄąca pH olarak nÃķtr olmalÄą renkleri etkilememelidir.
13. Koku ve YanÄącÄąlÄąk: Ä°Åletmede çalÄąÅanlarÄąn emniyeti acÄąsÄąndan haÅÄąl maddesinden saÄlÄąÄa zararlÄą bir koku yayÄąlmasÄą istenmez. AyrÄąca bir yangÄąn Ã§Äąkaracak Åekilde çÃķzÞcÞ ihtiva etmesi de arzu edilmeyen durumlardan biridir.
14. Ãevre kirliliÄi: KalkÄąnmÄąÅ ve kalkÄąnmakta olan Þlkelerde çevre kirliliÄinin Ãķnemli bir sorunu hale gelmesinden sonra haÅÄąl maddesinden istenen Ãķzellikler arasÄąna bu maddenin BOD ve COD deÄerinin dÞÅÞk olmasÄą ve atÄąk su tesisinde degradasyonunun çabuk olmasÄą ÅartÄąda girmiÅtir. NiÅasta ve tÞrevleri ise tabii polimerler olduÄundan degradasyonu çok hÄązlÄą olup daha ufak arÄątma tesislerinde iÅlenebilirler.
15. Zehirli OlmamasÄą: HaÅÄąl maddesinen istenen Ãķzellikler arasÄąnda bunun çalÄąÅan elemanlara herhangi bir Åekilde zehirli bir etki yapmamasÄądÄąr.
16. HaÅÄąl Filminin Kaygan olmasÄą: Taraklarda sÞrtÞnme fazla olduÄundan haÅÄąl filminin darbeyle Ã§ÄąkmamasÄą için bu filmden kaygan olmasÄą istenir. Bu ÃķzelliÄi artÄąrmak için yumuÅatÄącÄą ve vakslama gibi haÅÄąl yardÄąmcÄąlarÄą kullanÄąlÄąr. YumuÅatÄącÄą ve vakslarÄąn malzemeleride haÅÄąl filmini bozmamalÄądÄąr.
17. Korozyona Neden OlmamasÄą: HaÅÄąl maddelerinin imalatÄą esnasÄąnda veya daha sonra katkÄą yoluyla korosiv bazÄą maddeler meydana gelebilir. Bu gibi maddeler gerek haÅÄąl makinesinde gerekse dokuma tezgahÄąnÄąn parçalarÄą ÞstÞnde paslanma gibi korozyona neden olur. Bilhassa niÅasta esaslÄą haÅÄąl maddelerinde tuzun % 5âin ÞstÞnde olmasÄą tekstil iÅletmelerinde çok yÞksek zararlara neden olurlar.
18. KÃķpÞk TeÅekkÞl Etmemesi: PVA gibi sentetik polimerler bazen kÃķpÞrme eÄilimi gÃķsterirler. Bu durumun meydana gelmesi sonucu haÅÄąl almada çeÅitli problemler meydana gelir. Bu gibi durumlarda kÃķpÞk kesiciler kullanÄąlÄąr. Ancak burada dikkat edilmesi gereken husus kÃķpÞk kesicilerin haÅÄąl teknesindeki sÄącaklÄąkta bozulmasÄą ve yaÄ fazÄąnÄąn ipliklere yapÄąÅarak boyamada problem Ã§ÄąkarmasÄądÄąr.
19. Kimyasal Olarak Ä°nert OlmasÄą: HaÅÄąl maddesi kimyasal olarak hiçbir Åekilde haÅÄąllanan liflere bir kimyasal enteraksiyona girmemelidir. Bu gibi durumlarda haÅÄąl maddesinin uzaklaÅtÄąrÄąlmasÄąnda bÞyÞk problemler Ã§Äąkar. AyrÄąca lif tanÄąmÄąnda kullanÄąlan çeÅitli indikatÃķrlerle de reaksiyon vermemelidir.
20. YÞzey Gerilimin uygun OlmasÄą: Genelde haÅÄąllama iÅleminde haÅÄąl maddesi lif içine penetre ettiÄinden, bu iÅlemin olabilmesi için haÅÄąl çÃķzeltisinin yÞzey gerilimin uygun olmasÄą gerekir. EÄer yÞksek gerilim olursa penetrasyon olmuyacaÄÄąndan haÅÄąl alma dÞÅÞk olur. Bunu saÄlayabilmek için haÅÄąl yumuÅatÄącÄąlarÄąn yÞzey gerilimi dÞÅÞrÞcÞ madde (IslatÄącÄą) ilave edilir.
C â HAÅILLAMA:
Åekil 3. den gÃķrÞleceÄi Þzere haÅÄąl makinasÄą 4 kÄąsÄąmdan teÅekkÞl etmiÅtir.
Bunlar: âĒ ÃÃķzgÞ BÃķlÞmÞ., âĒ HaÅÄąl teknesi ve HaÅÄąllama., âĒ Kurutma., âĒ Dokuma Levendi BÃķlÞmÞ.

ÃÃķzgÞ BÃķlÞmÞ:
Ä°yi bir haÅÄąl için çÃķzgÞnÞn çok muntazam bir Åekilde hazÄąrlanmasÄą gerekir. Burda dikkat edilmesi gereken en Ãķnemli husus ipliklerin tansiyonlarÄąnÄąn hepsinin eÅit olmasÄądÄąr.
Aksi takdirde haÅÄąlda iplikler birbirlerine dolanarak dokuma problem Ã§ÄąkarÄąrlar.
HAÅIL TEKNESÄ° VE HAÅILLAMA:
HaÅÄąl almaya tesir eden faktÃķrler.
a) Refraktometre: HaÅÄąl teknesindeki refraktometre deÄeri, çÃķzelti haÅÄąl miktarÄąnÄą gÃķsterdiÄinden, haÅÄąl alma miktarÄą refraktometre deÄeri ile doÄro orantÄąlÄądÄąr. (bkz Åekil 4)
b) Viskozite: HaÅÄąl çÃķzeltisinin akÄąÅÄąnlÄąÄÄą bu çÃķzeltinin ÞstÞne sÄąvanmasÄąnÄą doÄru orantÄąlÄą olarak etkilediÄinden, haÅÄąl alma miktarÄą Åekil 5 de gÃķrÞldÞÄÞ gibi viskozite deÄerinin artmasÄą ile artar.
c) SÄącaklÄąk: Genelde polimerik çÃķzeltilerin viskoziteleri sÄącaklÄąkla dÞÅtÞÄÞnden (bkz Åekil 6), haÅÄąl almada sÄącaklÄąk arttÄąÄÄąnda dÞÅer (bkz Åekil 7).
d) BaskÄą Silindir BasÄąncÄą: Elyaf ÞstÞnde kalan haÅÄąl çÃķzeltisi miktarÄą basÄąnca ters orantÄąlÄą olduÄundan basÄąncÄą arttÄąkça haÅÄąl alma azalÄąr. (bkz Åekil 8)
e) MakinaÄąn SÞrati: ÃÃķzgÞ ipliklerinin haÅÄąl teknesinde baskÄą silindirleri arasÄąnda kalma sÞreleri haÅÄąl almasÄąnÄą direk olarak etkileyeceÄinden makinanÄąn sÞratÄą arttÄąkça silindir baskÄą basÄąncÄą artÄąrÄąlarak haÅÄąl alma sabit halde tutulur. Bu kalibrasyonun çok iyi yapÄąlmasÄą gerekir, aksi takdirde dokuma randÄąmanÄą sabit halde tutmak mÞmkÞn olmaz.
f) Gerilim: Bilhassa open end ipliklerinde ipliÄin gerilimide haÅÄąl almayÄą etkiler. HaÅÄąl teknesinde gerilim artÄąkça haÅÄąl alma azalÄąr.
HaÅÄąl alma: Åekil 9âdan gÃķrÞldÞÄÞ Þzere dokuma randÄąmanÄą haÅÄąl almanÄąn bir fonksiyonudur. BaÅlangÄąÃ§ta randÄąman haÅÄąl alma ile birlikte çok hÄązlÄą bir Åekilde artmasÄąna raÄmen daha sonra bir maksimÄąmdan geçerek azalÄąr. Bununda nedeni haÅÄąl alma ile birlikte ipliklerin elastikiyetlerinin azalmasÄą ve randÄąmanÄąn dÞÅmesine neden olmasÄądÄąr.
Pamuklu ve polyester â pamuklu ipliklerde aÅaÄÄądaki formÞlle haÅÄąl almanÄąn miktarÄą kabaca hesaplanabilinir:
atkÄą yoÄunluÄu x çÃķzgÞ yoÄunluÄu
% haÅÄąl Alma: ————————————————- x Ke
——————-
( Ne ÃÃķzgÞ + Ne AtkÄą) KD.
Ke: Elyaf faktÃķrÞ.,Ke: 1,25 Pamuklular için, Ke: 1,75 Poliester/pamuk için.
Kd: Dokuma faktÃķrÞ., Kd: 2 â 1/1 için, Kd: 3 â Â― için, Kd: 4 â 1/3;2/2 için, Kd: 5 â 1/5 için
YukarÄąda yazÄąlÄą olan formÞl haÅÄąlcÄąya kaba bir deÄer olarak ipliÄin nekadar haÅÄąl almasÄą gerektiÄini gÃķsterir. Ancak haÅÄąllamada bazÄą deÄiÅkenleri gÃķz ÃķnÞne almak gerekebilir. BunlarÄąn bir listesi aÅaÄÄąda verilmiÅtir.
+ % 10 â yÞksek devirli tezgahlar için, + % 10 â mÄąsÄąr pamuÄu gibi hidrofobik lifler için, – % 10 â Open-end lifler için, – % 10 â BoyalÄą veya kasarlÄą iplikler için
HaÅÄąllamada dikkat edilecek hususlardan biride, haÅÄąl teknesindeki iplik yoÄunluÄudur. Åekil 10âdan gÃķrÞldÞÄÞ Þzere ipliklerin Neâsine gÃķre cmâdeki iplik adedi deÄiÅmektedir. Ä°deal bir haÅÄąllama için haÅÄąl teknesinde maximum iplik adedinin % 50âsi kadar iplik adedi olmasÄą gerekir. Ancak bazÄą durumlarda bu rakam % 60âa kadar Ã§Äąkabilir. Bir Ãķrnek verecek olursak 20 Neâli bir çÃķzgÞ için maximum iplik adedi Åekil 10âda gÃķrÞldÞÄÞ Þzere 50âdir. Bu iplik için ideal cmâdeki rakam 25âdir. Ancak bazÄą durumlarda 30âa kadar Ã§Äąkabilir. Daha yÞksek adetli tellerde ise en ideal çÃķzÞm iki ayrÄą haÅÄąl teknesi kullanmaktadÄąr. EÄer bu yoksa haÅÄąl teknesine daha fazla ÄąslatÄącÄą, yumuÅatÄącÄą ve vaks maddesi konarak geçici bazÄą çÃķzÞmler elde edilebilir.
KURUTMA: Kabuk teÅekkÞlÞnÞ Ãķnlemek için ilk Þç silindirin sÄącaklÄąklarÄą daha fazla olmasÄą gerekir. Bu sÄącaklÄąklar elyafÄąn cinsine gÃķre deÄiÅir. AÅaÄÄądaki listede çeÅitli elyaflarÄąn kurutma sÄącaklÄąklarÄą gÃķsterilmiÅtir:
Pamuk, JÞt 140 C, Viskon 120 C, Poliester, Polyamid, Polyakrilik 125 C, Poliester / Pamuk, Poliester / Viskon 135 C
Kabuk teÅekkÞlÞnÞ Ãķnlemek için aÅaÄÄądaki tedbirler alÄąnÄąr:
1) EskimiÅ teflonlar Ã§ÄąkarÄąlarak silindirler yeniden teflona kaplanÄąr
2) Ä°pliklerin haÅÄąl teknesinde yÞksek gerilim verilir.
3) HaÅÄąl ipliklerin içine nÞfuz ettirmek için sÄąkma artÄąrÄąlÄąr
4) Ä°pliÄin yÞzeydeki haÅÄąlÄąnÄą azaltmak için viskozite dÞÅÞrÞlÞr
5) YumuÅatÄącÄą miktarÄą artÄąrÄąlÄąr.
Ãapraz ayÄąrma bÃķlÞmÞ: Bu bÃķlÞmde dikkat edilmesi gereken hususlardan biri çapraz çubuklarÄąn iplik atlamadan ve mÞmkÞn olduÄunca ayrÄąlan ipliklerin birbirine tekrar sÞrtÞnmesi Ãķnleyecek Åekilde aÃ§ÄąlÄą olarak yerleÅtirilmesidir. AyrÄąca kurutmadan hemen sonra konulan afterwax aparatÄąnda uygun bir vakslama maddesi ile bilhassa devirli tezgahlarÄąn çÃķzgÞleri mutlaka vakslanmaktadÄąr.